コラム ”今知っておきたいこと ~多様化するCADCAM用歯科修復材料~”
2、金属系CAD/CAM用材料
貴金属系合金は歯科精密鋳造法が確立されており、CAD/CAM法を用いて歯科補綴物を製作することはない。さらに、CAD/CAM法、とくに切削法は切削屑が多く、材料単価の高い貴金属系合金には不適である。さらに、SLMを適用するには熱伝導性が高すぎる。コバルトクロムおよびチタンの場合、材料単価は安いが、鋳造操作に時間と熟練が必要である。しかも、両金属とも高温溶融であるため、専用鋳造装置が高価であり、寸法精度不良や鋳巣などの鋳造欠陥が生じやすく、CAD/CAM法は,これらの非貴金属系合金の成型方法として適している。
(1)コバルトクロム合金
歯科用CAD/CAMシステムに最も利用されている金属はコバルトクロム合金であり、レーザー焼結による金属粉末積層法(いわゆるSLM: Selective Laser Melting)で用いられる粉末および切削法で用いられる円板塊、さらに切削と焼結を組合せたものの3種に大別される(表3)。いずれも陶材焼付用合金である。
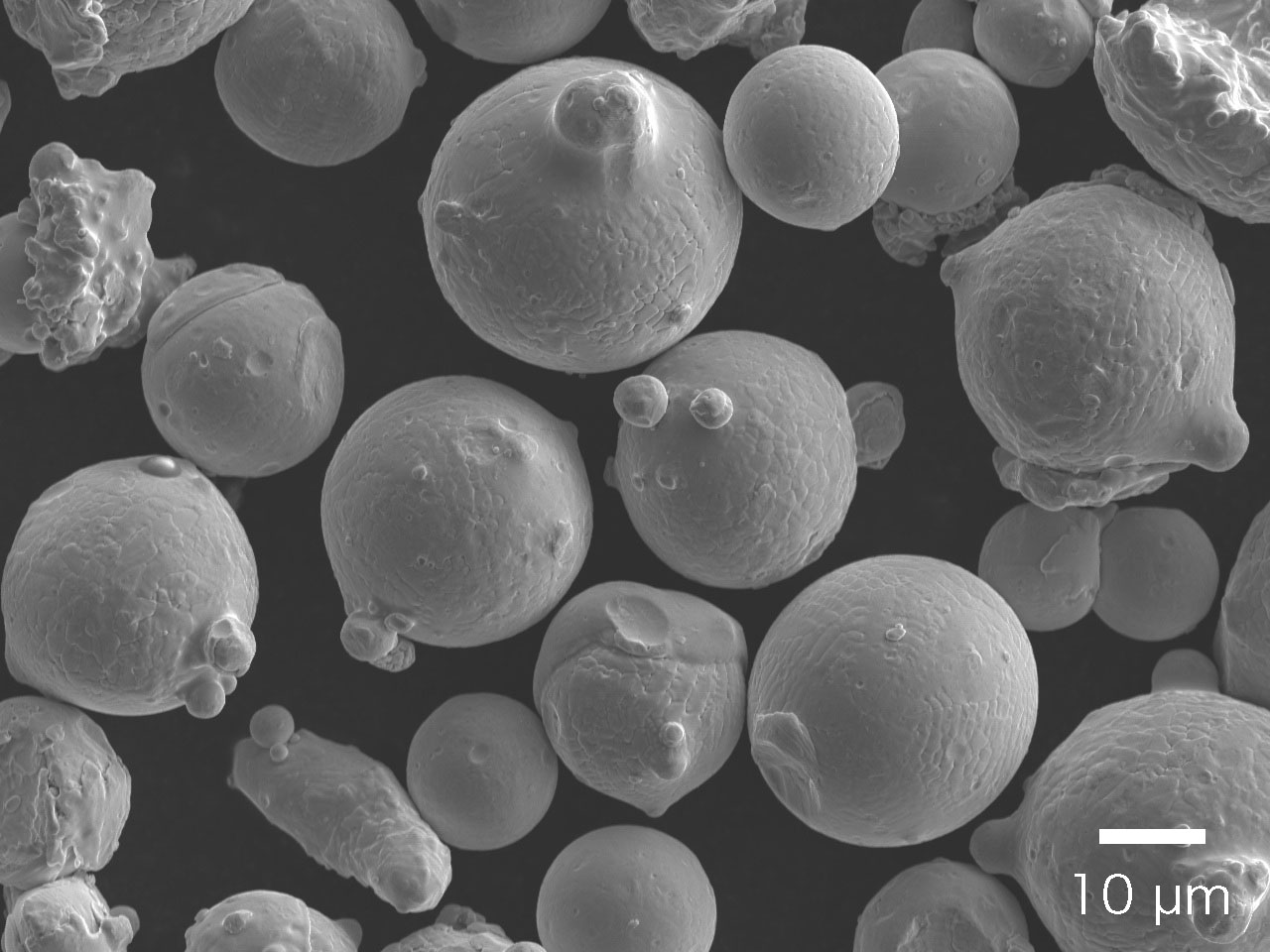
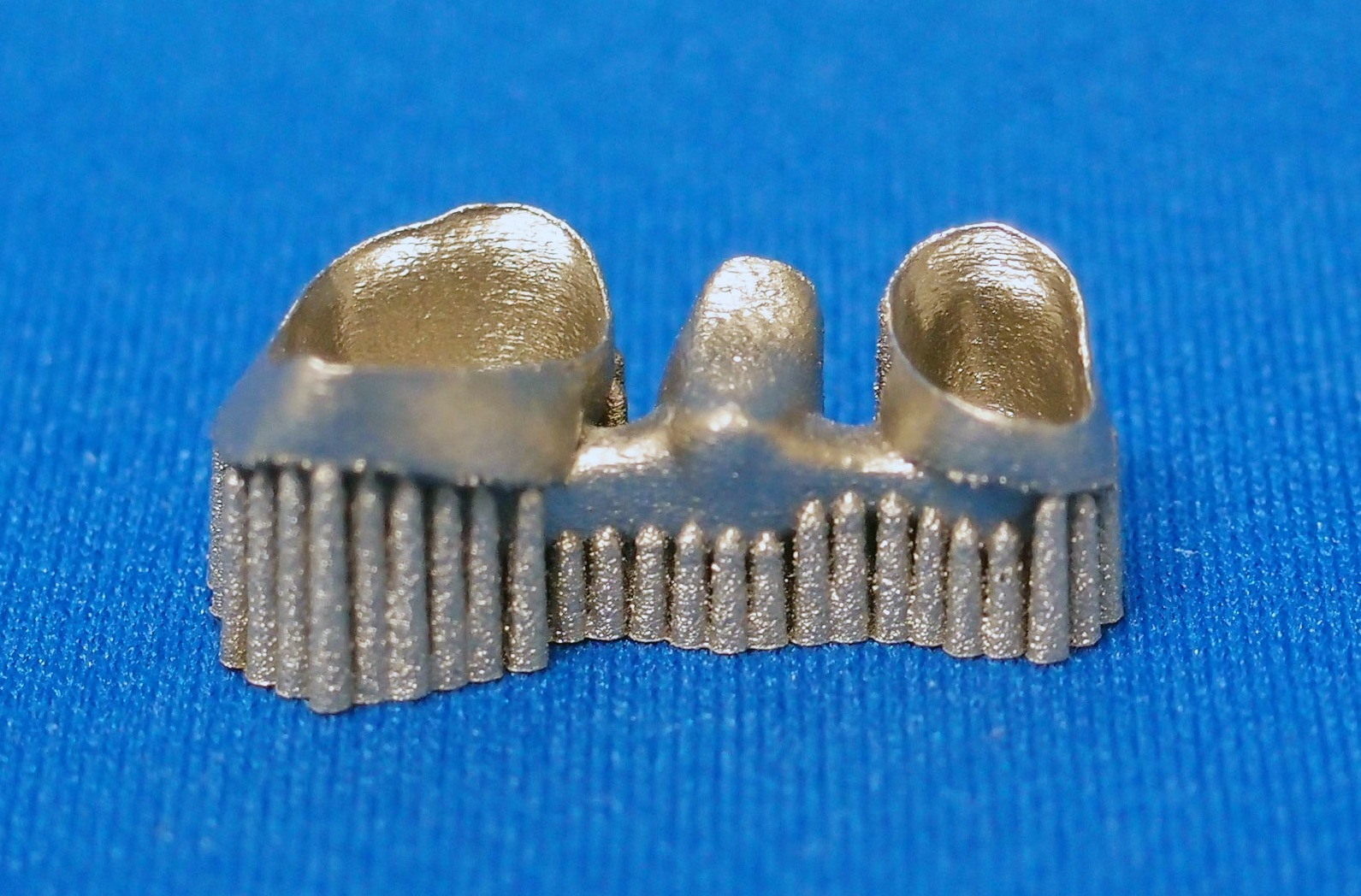
SLM用粉末は、直径10〜30µmの球状であり(図6)、レーザー焼結による積層により、一体化される(図7)。レーザー焼結では貴金属系合金のような熱伝導の良すぎる合金(例えば、タイプ4金合金の熱伝導率は334W/mK)はレーザーの熱エネルギーが粉末全体に吸収されるためエネルギー効率が低く、固相点も低い(例えば、タイプ4金合金の固相点は870℃)ため、レーザー照射された粉末の大部分が溶解してしまうため形態が維持できず焼結成形は困難である。一方、コバルトクロム合金は歯科用金属の中では熱伝導率が低く(89W/mK)、固相点が高い(1410-1450℃)ため、レーザー照射された粉末の表面だけが選択的に溶解し、レーザー焼結に適している。Amann Girrbach社のceramill np lでは7本ブリッジ、2ポンティックまで適用可能としている。
 |
 |
|
図6 SLM用CoCr粉末(EOS社製SP2)
|
図7 EOS社製EOSINT M270を用いた補綴物製作例 (和田精密社提供) |
切削・焼結タイプはceramill sintron(図8)およびinCoris CCの2種が市販されている。切削用コバルトクロム合金はSLM用に比較して、軟らかくなっている。同じブランドで両者の素材を供給しているcara Co-Crおよびceramill npで比較すると、耐力および硬さは小さく、弾性係数および伸びが大きく、切削が容易となるように配慮されている(表4)。陶材焼付け用で、フルスパンへの応用が可能である。 SLM用、切削用に比較してさらに軟らかく、伸びが良い。切削後、約1300℃で酸化しないようにアルゴンガス中で焼成すると、約11%収縮し、緻密な金属焼結体が完成する。焼結時にはジルコニアの焼成時と同様に咬合面をビーズの上に置き、厚みの薄い歯頚部にはできるだけ自重による応力が負荷されないようにする。技工操作時間は通常の鋳造の36%で済む。また、SLMのような大型装置および硬いCoCrブロックから切削するための大型CAD/CAM装置は不要であり、半焼結ジルコニアブロックと同じように小型のCAD/CAM装置で切削可能である。しかし、日本国内では、まだ認可されておらず、両メーカーとも技術データを最小限しか提供しておらず、詳細は不明であるが、鋳造法に替わる新しいCoCr修復物製作法への活用が期待できる。4本ブリッジ、2ポンティックまで適用可能とされている。
 |
図8 Sintronの切削・焼成工程 ①CoCr合金ブロックより切削②焼成皿のビーズの上に置く③雰囲気焼成炉に入れる④焼成直後 (Falko Noach: CoCr-Revolution, Digital Dental Technology, 2012; 13: 1-5.より引用) |
(2)チタン合金
Ti6Al4V合金は生体適合性が良好で、純チタンよりも良好な機械的性質を示す。陶材を前装すると良好な審美性が得られる。ZENOTEC Ti、NobelProcera Titanium、KM-チタンCAD、ceramill ti alloy、およびcara Titan (Ti-6Al-4V)が切削用ディスクとして提供されている。SLM用チタン合金はEOS社のTi64のみであるが、引張強さおよび耐力が切削用よりも大きい。cara Titan (Ti-6Al-7Nb)はTi6Al4V合金のVをNbで置換したものであり、生物学的性質がより優れているといわれている。
(3)純チタン
純チタンは軟らかく、切削容易であることが知られており、CAD/CAMで切削加工するのに適する金属である。Grade 2という比較的軟らかいものが使われている。Everest T-Blank、ZENOTEC Ti pur、Compartis Ti、ceramill Ti、cara Titanium、およびKZR-CADチタンがディスク形態で提供されている。一方、GN-Iチタンブロックはブロック状で提供されている。
表3 CAD/CAM用金属系材料の組成および成型方法による分類
| 組成分類 | 成型方法 | 商品名 | 製造メーカー |
|---|---|---|---|
| Co-Cr合金 | SLM | SP2 | EOS |
| Compartis CoCr | DeguDent | ||
| Wirobond C+ | Bego | ||
| ceramill np l | Amann Girrbach | ||
| cara CoCr SLM | Heraeus Kulzer | ||
| 切削 | cara CoCr milled | Heraeus Kulzer | |
| CAMselect | Kavo | ||
| ZENOTEC NP | Wieland | ||
Procera Base Metal Alloy Cobalt Chromium |
Nobel Biocare | ||
| ceramill np m | Amann Girrbach | ||
| KM-コバルトクロムCAD | 京セラ | ||
| 切削焼結 | ceramill sintron | Amann Girrbach | |
| inCoris CC | Sirona | ||
| Ti合金 | SLM | Ti64 | EOS |
| 切削 | ZENOTEC Ti | Wieland | |
NobelProcera Crown and Bridge Titanium |
Nobel Biocare | ||
| ceramill Ti alloy | Amann Girrbach | ||
| KM-チタンCAD | 京セラ | ||
| 純Ti | 切削 | Everest T-Blank | Kavo |
| ZENOTEC Ti pur | Wieland | ||
| Compartis Ti | DeguDent | ||
| ceramill Ti | Amann Girrbach | ||
| cara Titanium | Heraeus Kulzer | ||
| KZR-CADチタン | 山本貴金属 | ||
| GN-Iチタンブロック | GC |
表4 成形法の異なるCAD/CAM用CoCr合金の組成と特性比較(メーカー公示値)1-3)
| 成形方法 | SLM | 切削 | 切削・焼成 | |||
|---|---|---|---|---|---|---|
| 商品名 | cara CoCr SLM | ceramil np l | cara CoCr milled | ceramill np m | ceramill sintron | inCoris CC |
| 製造メーカー | Heraeus Kulzer | Amann Girrbach | Heraeus Kulzer | Amann Girrbach | Amann Girrbach | Sirona |
熱膨張係数 (10-6/℃) |
14.3 | 14-14.5 | 14.4 | 14.1 | 14.5 | 14.7 |
| 引張強さ(MPa) | - | 800 | - | 845 | 900 | 850 |
| 0.2%耐力(MPa) | 850 | 600 | 324 | 480 | 450 | 495 |
| 弾性係数(GPa) | 200 | 170 | 222 | 190 | 180 | 165 |
| 伸び(%) | 3 | 10 | 15.1 | 10 | 25 | 22 |
| 硬さ(VHN) | 420 | 320 | 320 | 285 | 270 | 235 |
| 密度(g/cm3) | 8.5 | 8.5 | 8.3 | 8.3 | 7.9 | 7.9 |
1Falko Noach: CoCr-Revolution, Digital Dental Technology, 2012; 13: 1-5.
2Heraeus Kulzer: cara CoCr SLM - Instruction for Use
3Sirona: Technical Documentation – inCoris CC, 2013.9.